خبر
خانه / خبر / اخبار صنایع / هر دو از فرآیند بازپخت یکسانی استفاده میکنند: چرا شکلپذیری لولههای مسی تولید داخل 30 درصد کمتر است و چرا سفارشهای گرانقیمت کاملاً به تجهیزات وارداتی متکی هستند؟

«حتی با همان لوله مسی فرآیند بازپخت، استحکام کششی محصولات پردازش شده با تجهیزات تولید داخل ما به طور مداوم ناسازگار است و چقرمگی آن 30٪ بدتر از محصولات پردازش شده با تجهیزات وارداتی است. ما به سادگی نمیتوانیم سفارشهای گرانقیمت برای نیمهرساناها و وسایل نقلیه جدید انرژی را بپذیریم.» ژانگ، ناظر تولید در یک شرکت لولههای مسی دقیق در جیانگ سو، به دو کوره آنیلینگ در کارگاه اشاره کرد و نقطهی دردناکی را در این صنعت برجسته کرد. فرآیند بازپخت، به عنوان یک مرحله اصلی پس از پردازش در تولید لوله مسی، به طور مستقیم ویژگی های عملکرد کلیدی مانند چقرمگی، سختی و هدایت حرارتی را تعیین می کند. چیزی که به نظر می رسد یک عملیات "گرمایش-خنک کردن" ساده است، در واقع کلید تولید انبوه لوله های مسی با کیفیت بالا را دارد. در حال حاضر، اکثر تولیدکنندگان لوله مسی کوچک و متوسط در چین هنوز به تجهیزات سنتی آنیلینگ و عملیات تجربی متکی هستند که در نتیجه پایداری عملکرد محصول ناکافی است. با این حال، تعداد کمی از تولیدکنندگان رده بالا با استفاده از تجهیزات بازپخت دقیق وارداتی و فناوری کنترل دما دیجیتال، بازار سفارشات رده بالا را محکم تضمین کردهاند. همان مواد خام لوله مسی، به دلیل تفاوت های ظریف در فرآیند بازپخت، منجر به رقابت بسیار متفاوت محصول می شود. این " فرآیند جزئیات " که توسط اکثر شرکت ها نادیده گرفته می شود، در حال تبدیل شدن به یک مانع نامرئی است که مانع از حرکت صنعت لوله مسی چین به سمت بازار گران قیمت می شود.
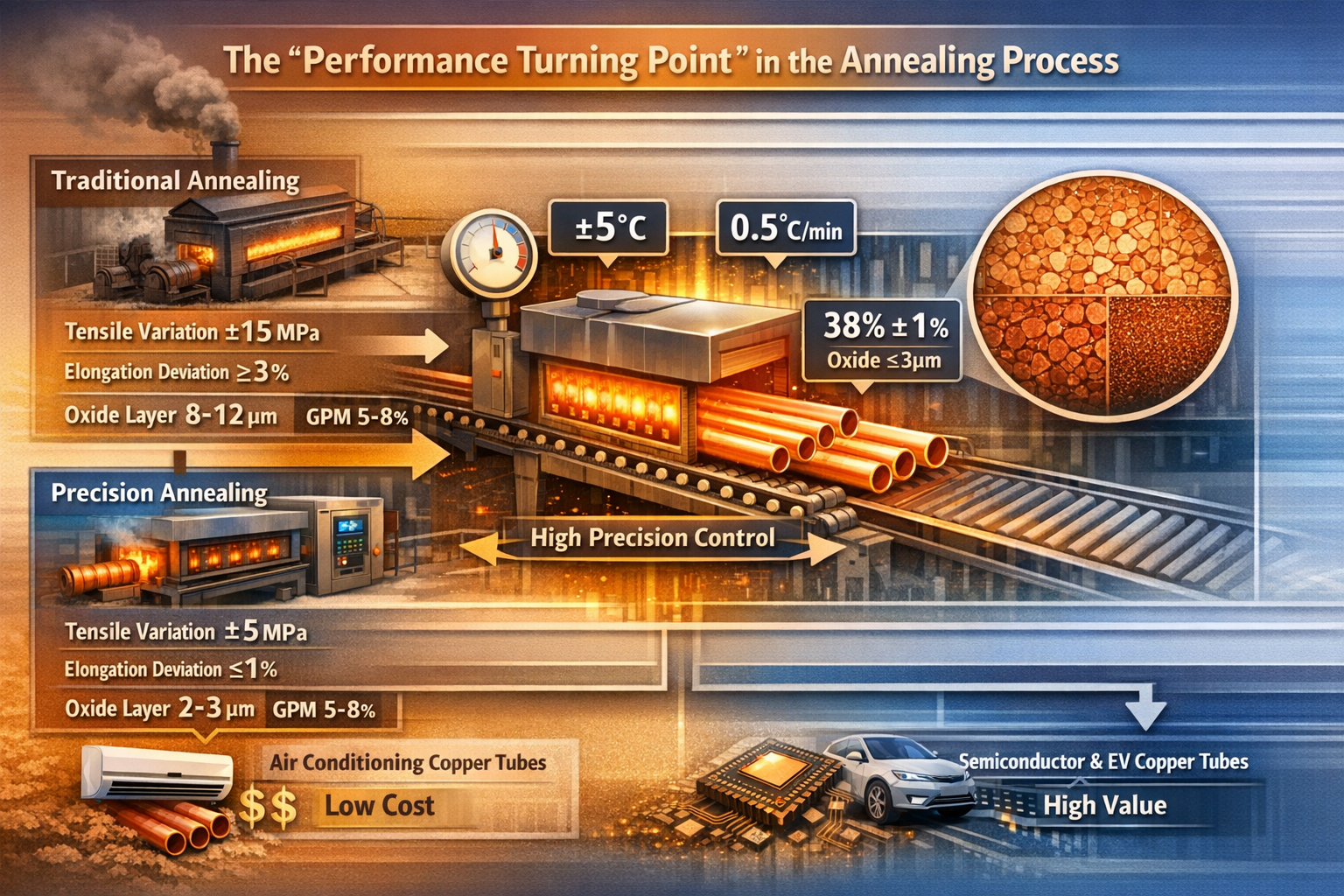
هسته فرآیند بازپخت در آن نهفته است دقیقا کنترل کردن را دمای گرمایش ، زمان برگزاری ، and نرخ خنک کننده برای حذف تنش های داخلی ایجاد شده در طول نورد و کشیدن لوله های مسی و تنظیم ریزساختار فلز، در نتیجه بهینه سازی خواص مکانیکی محصول و عملکرد پردازش. در حالی که منطق فرآیند ساده به نظر می رسد، نیاز به دقت بسیار بالایی در کنترل پارامتر دارد - انحراف دما بیش از ± 5 درجه سانتیگراد یا نوسان نرخ خنک کننده 0.5 ℃ در دقیقه می تواند منجر به تفاوت های قابل توجهی در عملکرد لوله های مسی شود. طبق دادههای آزمایشی انجمن صنعت پردازش فلزات غیر آهنی چین، لولههای مسی تولید شده با استفاده از فرآیندهای بازپخت سنتی، تغییرات مقاومت کششی تا 15 مگاپاسکال، انحراف طول بیش از 3 درصد و ضخامت لایههای اکسید سطحی معمولاً بین 8 تا 12 میکرومتر را نشان میدهند. در حالی که لوله های مسی تولید شده با استفاده از فرآیندهای بازپخت دقیق دارای تغییرات مقاومت کششی کنترل شده در ± 5 مگاپاسکال، انحراف طولی ≤1٪ و ضخامت لایه اکسید سطحی تنها 2-3μm هستند که به طور کامل الزامات سختگیرانه برای پایداری عملکرد در کاربردهای پیشرفته را برآورده می کنند.
(این تصویر توسط هوش مصنوعی ایجاد شده است.)
از منظر سناریوهای کاربردی، تفاوت در جزئیات فرآیند بازپخت مستقیماً بخش بازار محصول را تعیین می کند. لوله های مسی معمولی برای تهویه مطبوع نیازهای کمتری برای دقت بازپخت دارند و فرآیندهای سنتی می توانند تقاضا را برآورده کنند. این محصولات دارای حاشیه سود ناخالص تنها 5 تا 8 درصد هستند. با این حال، لولههای مسی بسیار ریز برای نیمهرساناها و لولههای مسی جدار نازک برای مدیریت حرارتی در خودروهای انرژیهای جدید نه تنها نیازمند این هستند که محصولات آنیل شده استانداردهای چقرمگی و هدایت حرارتی را رعایت کنند، بلکه نیاز به ثبات بسیار بالایی در عملکرد دارند. فقط فرآیندهای آنیل دقیق می توانند به تولید انبوه دست یابند و این محصولات می توانند حاشیه سود ناخالص 25٪ -40٪ داشته باشند. استانداردهای تهیه یک تولید کننده تجهیزات نیمه هادی نشان می دهد که ازدیاد طول لوله های مسی منطبق بعد از بازپخت باید در 1±38٪ پایدار باشد و ضخامت لایه اکسید نباید از 3μm تجاوز کند. تنها تعداد کمی از شرکت های داخلی که از تجهیزات آنیل وارداتی استفاده می کنند می توانند این استاندارد را برآورده کنند، در حالی که اکثر شرکت هایی که به فرآیندهای سنتی متکی هستند، سفارش های گران قیمت را از دست می دهند.
از دیدگاه تجاری عملی، تفاوت در فرآیندهای بازپخت نیز در هزینه های تولید و کارایی منعکس می شود. کوره های آنیلینگ سنتی اغلب استفاده می شود حرارت زغال سنگ یا نفت ، with temperature control primarily relying on manual adjustment. This not only results in high energy consumption (approximately 1200 kWh per ton of copper tube) but also leads to گرمایش ناهموار و اکسیداسیون شدید . فرآیندهای ترشی اسید و پولیش بعدی مورد نیاز است که هزینه های پردازش و بار محیطی را افزایش می دهد. کوره های آنیلینگ دقیق ، on the other hand, utilize electric heating and intelligent temperature control systems, enabling precise digital control of temperature, holding time, and cooling rate. Energy consumption per ton of copper tube is reduced to below 600 kWh, and the oxide layer is thin, eliminating the need for additional processing. Although the initial equipment investment is higher, the long-term overall cost is lower, and production efficiency is increased by more than 30%.
| نوع فرآیند | تجهیزات اصلی | دقت کنترل دما | شاخص های عملکرد محصول | سناریوهای قابل اجرا | هزینه کل (یوآن/تن) |
| فرآیند بازپخت سنتی | کوره بازپخت با سوخت زغال سنگ/روغن تولید داخلی، دمای کنترل دستی. | ± 8-10 ℃ | استحکام کششی 15 ± مگاپاسکال در نوسان است، انحراف ازدیاد طول 3٪ -5٪ است و لایه اکسید 8-12 میکرومتر ضخامت دارد. | لوله های مسی تهویه مطبوع استاندارد، لوله های مسی ساختمان | 800-1000 |
| فرآیند بازپخت دقیق | کوره گرمایش الکتریکی وارداتی با سیستم کنترل دما دیجیتال. | ± 1-3 ℃ | استحکام کششی 5± مگاپاسکال در نوسان است، انحراف ازدیاد طول ≤1٪ است و لایه اکسید 2-3 میکرومتر ضخامت دارد. | لوله مسی نیمه هادی، لوله مسی برای وسایل نقلیه انرژی جدید، لوله مسی برای دستگاه های پزشکی | 500-600 |
جدول 1: مقایسه پارامترهای کلیدی و کاربردهای دو فرآیند آنیلینگ
آنچه به نظر می رسد صرفاً یک تفاوت ظریف در "دقت کنترل دما" باشد، در واقع نشان دهنده اختلاف در قابلیت ها در سه حوزه اصلی است: تکنولوژی تجهیزات ، رویه های عملیاتی ، and بهینه سازی فرآیند . بررسیهای عمیق در کارگاهها نشان داد که تفاوتهای شرکتهای داخلی در فرآیندهای آنیل صرفاً به دلیل کیفیت تجهیزات نیست، بلکه مهمتر از آن، توانایی آنها در کنترل و بهینهسازی جزئیات فرآیند است. این سه موضوع کلیدی در مجموع منجر به تغییرات در عملکرد محصول می شود.
فناوری اصلی کوره های آنیلینگ دقیق مدت هاست در انحصار شرکت های آلمانی و ژاپنی قرار دارد. اگرچه سازندگان تجهیزات داخلی می توانند کوره های آنیلینگ تولید کنند، اما شکاف های قابل توجهی در این زمینه وجود دارد یکنواختی گرمایش ، ثبات سیستم کنترل دما ، and نرخ خنک کننده adjustment accuracy . کورههای آنیل دقیق وارداتی از ماژولهای گرمایش مستقل چند منطقهای، همراه با اندازهگیری دمای مادون قرمز و الگوریتمهای کنترل دما با هوش مصنوعی استفاده میکنند، که امکان نظارت لحظهای دمای بخشهای مختلف لوله مسی و تنظیم دقیق قدرت گرمایش را فراهم میکند و به دقت کنترل دما ۱± درجه سانتیگراد دست مییابد. در مقابل، کورههای آنیلینگ خانگی سنتی عمدتاً از گرمایش تک منطقهای استفاده میکنند که در درجه اول به ترموکوپلها برای اندازهگیری دما تکیه میکنند که از تاخیر اندازهگیری و خطاهای بزرگ رنج میبرد. دقت کنترل دمای آنها تنها میتواند به ۸± درجه سانتیگراد یا بالاتر برسد، که نیازهای محصولات پیشرفته را برآورده نمیکند.
مهمتر از همه، سیستم دیجیتال همراه با تجهیزات وارداتی امکان ذخیره سازی، ردیابی و بهینه سازی پارامترهای فرآیند بازپخت را فراهم می کند. این می تواند به طور خودکار برنامه فرآیند بهینه را برای لوله های مسی با مشخصات و مواد مختلف انتخاب کند. در مقابل، اکثر تجهیزات تولید داخل فاقد قابلیت های دیجیتالی هستند و پارامترهای فرآیند کاملاً به تجربه کارگران ماهر متکی است که در نتیجه عملکرد دسته های مختلف محصولات یکنواخت است. مهندس ژانگ گفت: "برای لوله های مسی با مشخصات مشابه، شکل پذیری پس از بازپخت بسته به اپراتور متفاوت است. ما به سادگی نمی توانیم خطر تولید انبوه سفارشات پیشرفته را داشته باشیم." وی افزود: این شرکت سعی کرده است از تجهیزات تولید داخل برای تنظیم دقیق فرآیند آنیلینگ دقیق استفاده کند، اما پس از گذشت سه ماه، هنوز نتوانسته است به طور مداوم نیازهای مشتریان را برآورده کند. در نهایت، آنها مجبور شدند بیش از 8 میلیون یوان برای واردات یک کوره آنیل خرج کنند.
کنترل دقیق فرآیند بازپخت متکی بر رویه های عملیاتی استاندارد است ، but most small and medium-sized copper tube manufacturers in China still rely on experience-based production, lacking systematic operating standards and training systems. For example, the density and placement angle of copper tubes in the furnace affect heating uniformity, but most companies lack clear loading standards, relying entirely on workers' experience for placement; the setting of the holding time is based on workers' subjective judgment of the copper tube thickness and material, rather than precise calculations and measurements, leading to inconsistent heat treatment results within the same batch of products.
در مقابل، شرکت هایی که از فرآیندهای تولید دقیق استفاده می کنند، رویه های عملیاتی استانداردی را برای کل فرآیند ایجاد کرده اند. از فاصله و زاویه لولههای مسی در کوره گرفته تا میزان گرمایش، زمان نگهداری و انتخاب محیط خنککننده، استانداردهای پارامتری واضحی وجود دارد و دادهها در هر مرحله ثبت میشوند و امکان ردیابی کامل را فراهم میکنند. در عین حال، این شرکتها آموزشهای حرفهای را برای اپراتورهای خود ارائه میکنند و از آنها میخواهند به جای تکیه بر تجربه، بر مهارتهایی مانند نظارت بر دما، تنظیم پارامترها و نگهداری تجهیزات تسلط داشته باشند. مواد آموزشی از یک شرکت لوله مسی پیشرفته نشان میدهد که اپراتورهای فرآیند بازپخت آن باید سه ماه یادگیری تئوری و ارزیابی عملی را پشت سر بگذارند و بر تکنیکهای تنظیم برای 12 پارامتر اصلی تسلط داشته باشند تا بتوانند به طور مستقل کار کنند.
فرآیند بازپخت ایستا نیست ; نیاز به بهینه سازی مداوم پارامترهای فرآیند بر اساس تغییرات در ترکیب مواد خام دارد. مشخصات محصول، و تقاضای پایین دستی . با این حال، اکثر شرکتهای داخلی فاقد قابلیتهای جمعآوری و تحلیل دادهها برای دستیابی به تکرار فرآیند دقیق هستند. به عنوان مثال، هنگامی که نوسانات ظریفی در خلوص مس خام وجود دارد، شرکت ها قادر به تنظیم دمای بازپخت و زمان نگهداری به موقع نیستند و این امر منجر به انحراف در عملکرد محصول می شود. به طور مشابه، برای انواع جدید لولههای مسی جدار نازک و لولههای مسی آلیاژی، آنها فقط میتوانند کورکورانه پارامترهای فرآیند سنتی را اعمال کنند و برآوردن نیازهای خاص این محصولات را دشوار میکنند.
شرکتهایی که از تجهیزات وارداتی استفاده میکنند از سیستمهای دیجیتال برای جمعآوری مقدار زیادی از دادههای فرآیند بازپخت استفاده میکنند. با تجزیه و تحلیل تأثیر ترکیبات پارامترهای مختلف بر عملکرد محصول، آنها یک پایگاه داده فرآیند اختصاصی ایجاد می کنند. هنگامی که مواد خام یا مشخصات تغییر می کند، مدل داده می تواند به سرعت پارامترها را برای اطمینان از عملکرد پایدار محصول بهینه کند. به عنوان مثال، یک شرکت لوله مسی نیمه هادی در سوژو، با تجزیه و تحلیل ده ها هزار مجموعه از داده های بازپخت، یک طرح فرآیند اختصاصی برای لوله های مسی بسیار ریز با قطرهای مختلف بهینه کرد، نرخ عبور محصول را از 85٪ به 98٪ افزایش داد و با موفقیت وارد زنجیره تامین تجهیزات نیمه هادی بین المللی شد.
در حالی که جزئیات ارتقای فرآیند بازپخت ممکن است به اندازه افزایش ظرفیت یا تحقیق و توسعه فناوری چشم نواز نباشد، اما میتواند مستقیماً رقابتپذیری محصول را افزایش داده و برای شرکتها برای تصرف بازارهای پیشرفته بسیار مهم باشد. برای تولید کنندگان لوله مسی داخلی، نیازی به پیگیری کورکورانه تجهیزات وارداتی نیست. در عوض، آنها می توانند به تدریج از طریق فرآیند بازپخت به دقت دست یابند ارتقاء تجهیزات ، عملیات استاندارد شده ، and انباشت داده ها ، thus breaking down the invisible barriers to high-end orders.
شرکتها میتوانند بر اساس موقعیتیابی محصول خود، برنامه ارتقای تجهیزات را انتخاب کنند و از سرمایهگذاری کورکورانه اجتناب کنند. برای شرکتهای کوچک و متوسط (SMEs) که عمدتاً محصولات معمولی و با سرمایه محدود تولید میکنند، کورههای آنیل داخلی موجود را میتوان با افزودن ماژولهای اندازهگیری دما و دستگاههای کنترل خودکار دما اصلاح کرد، دقت کنترل دما را به ± 5 درجه سانتیگراد بهبود بخشید و نیازهای محصولات معمولی متوسط تا بالا را برآورده کرد. هزینه اصلاح فقط 10/1 تجهیزات وارداتی است. برای شرکتهایی که بر بازار سطح بالا تمرکز میکنند، میتوانند به طور خاص کورههای آنیل دقیق وارداتی را همراه با سیستمهای دیجیتال خریداری کنند تا به کنترل دقیق نهایی دست یابند، در حالی که هزینههای تجهیزات را از طریق تولید در مقیاس بزرگ توزیع کنند.
شیوه های تبدیل یک شرکت لوله مسی متوسط در استان آنهویی بسیار آموزنده است. این شرکت 500000 یوان سرمایهگذاری کرد تا کورههای آنیلینگ تولید داخلی موجود خود را به دماسنجهای مادون قرمز و سیستمهای کنترل دمای PLC مجهز کند و طرحبندی ماژول گرمایش را بهینه کند. این دقت کنترل دما را از ± 10 ℃ تا ± 4 ℃ بهبود می بخشد و انحراف طول محصول را در 2٪ نگه می دارد. این به شرکت اجازه داد تا با موفقیت وارد بازار زنجیره تامین خودروهای انرژی جدید شود و نسبت محصولات پیشرفته را از 15٪ به 35٪ افزایش دهد و بازده سرمایه گذاری بیش از 200٪ را به دست آورد.
شرکت ها باید تولید مبتنی بر تجربه را کنار بگذارند و یک سیستم عامل استاندارد برای فرآیند آنیل ایجاد کنند. از یک طرف، آنها باید نقاط کنترل کلیدی را در هر مرحله، از جمله بارگیری، گرمایش، نگهداری و سرمایش شناسایی کنند و استانداردهای پارامتری واضح و رویههای عملیاتی را برای ایجاد رویههای عملیاتی استاندارد (SOPs) ایجاد کنند و از عملکرد ثابت هر کارگر اطمینان حاصل کنند. از سوی دیگر، آنها باید آموزش کارگران را تقویت کنند، عملیات استاندارد شده را با اصول فرآیندی ترکیب کنند، به طوری که کارگران نه تنها نحوه انجام وظایف را درک کنند، بلکه دلایل اساسی را نیز درک کنند، و آنها را قادر می سازد تا تنظیمات ظریف پارامترها را بر اساس وضعیت عملکرد تجهیزات و تغییرات مواد خام انجام دهند.
در عین حال، شرکت ها باید یک سیستم بازرسی کیفیت فرآیند ایجاد کنند ، conducting sample testing of copper tube performance before and after annealing, recording relevant data, promptly identifying operational and parameter issues, and continuously optimizing standards. One company, by establishing an annealing process SOP and inspection system, improved product performance consistency by 40%, reduced the defect rate from 6% to 1.2%, and significantly lowered rework costs.
شرکت ها باید انباشت و تجزیه و تحلیل داده های فرآیند را اولویت بندی کنند و به تدریج قابلیت های بهینه سازی فرآیند مبتنی بر داده را ایجاد کنند. برای شرکتهایی که قبلاً به تجهیزات دیجیتال مجهز شدهاند، سیستمها میتوانند به طور خودکار دادههایی مانند دمای گرمایش، زمان نگهداری، نرخ خنکسازی و عملکرد محصول را جمعآوری کنند تا یک پایگاه داده فرآیند ایجاد کنند. برای شرکت هایی که از تجهیزات سنتی استفاده می کنند، پارامترهای کلیدی و نتایج آزمایش را می توان به صورت دستی ثبت کرد تا به تدریج منابع داده جمع آوری شود. با تجزیه و تحلیل روابط بین دادهها، ترکیب بهینه پارامترهای فرآیند را میتوان شناسایی کرد و راهحلهای فرآیند سفارشیشده را میتوان برای مشخصات مختلف محصول و ویژگیهای مواد خام توسعه داد.
علاوه بر این، شرکت ها می توانند همکاری خود را با سازندگان تجهیزات و موسسات تحقیقاتی تقویت کنند تا از منابع تکنولوژیکی خارجی استفاده کنند و فرآیندها را بهینه کنند. به عنوان مثال، آنها می توانند با دانشگاه ها برای انجام تحقیقات شبیه سازی فرآیند بازپخت و بهینه سازی پارامترها از طریق تجزیه و تحلیل شبیه سازی همکاری کنند. آنها همچنین می توانند با سازندگان تجهیزات برای سفارشی سازی و بهینه سازی عملکرد تجهیزات بر اساس ویژگی های محصولات خود کار کنند و در نتیجه سازگاری فرآیند را بهبود بخشند.
اگرچه هر دو فرآیند شامل بازپخت میشوند، اما منجر به سطوح بسیار متفاوتی از رقابت محصول میشوند. این جزئیات به ظاهر جزئی، منطق اصلی تغییر صنعت لوله مسی چین از «گسترش مقیاس» به «بهبود کیفیت» را منعکس میکند – رقابت در تولید سطح بالا اغلب در جزئیات فرآیند به ظاهر ناچیز نهفته است. فرآیندهایی مانند بازپخت، ترشی و پولیش، که به نظر اساسی می رسند، دقیقاً عوامل کلیدی محدود کننده ثبات عملکرد محصول و اهرم های پنهان شرکت ها برای شکستن موانع پیشرفته هستند.
برای چینی لوله مسی manufacturers ، there's no need to blindly pursue massive technological breakthroughs. با تمرکز بر جزئیاتی مانند فرآیند بازپخت و بهبود تدریجی سازگاری عملکرد محصول از طریق ارتقاء تجهیزات، عملیات استاندارد و بهینهسازی دادهها، میتوانند جایگاهی را در بازار رده بالا تضمین کنند. تنها زمانی که شرکتهای بیشتری شروع به اولویتبندی اصلاح جزئیات فرآیند کنند، صنعت لولههای مسی چین میتواند واقعاً از دام رقابت کمپایین، انتقال از یک «تولیدکننده بزرگ» به یک «نیروگاه تولیدی» بگریزد و جای پایی محکم در زنجیرهی تامین سطح بالا جهانی ایجاد کند.

لوله مس با دیوار ضخیم چیست؟ لوله مس با دیوار ضخیم ، همچنین به عنوان لوله مس با ضخامت یکپارچه نیز شناخته می شود ، ی...
جزئیات را ببینید![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd کلیه حقوق محفوظ است.
